



































Especially since the 45 Long Colt has a long and well documented history of being a proven fight stopper. Grumpy

From the daily Time waster!






























https://youtu.be/Ak5X2aP4HzI
Only 3 more years and I’m outta here! Grumpy



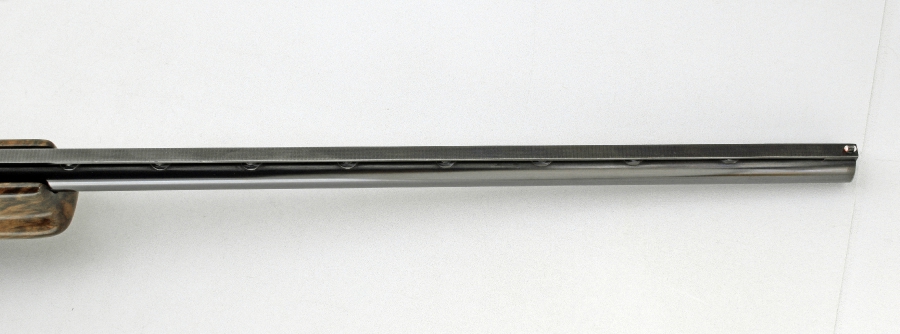
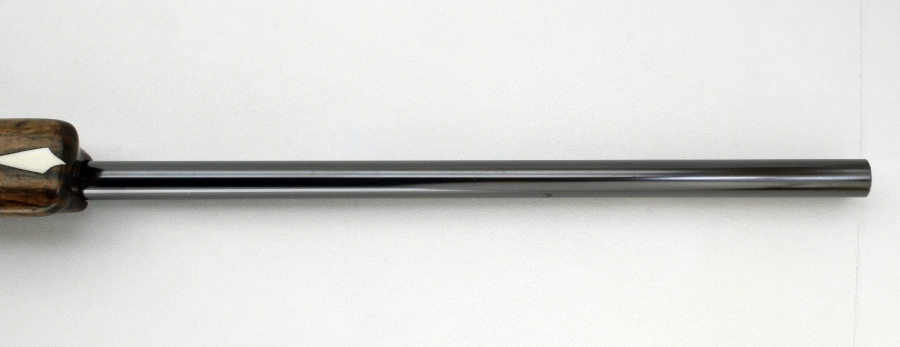
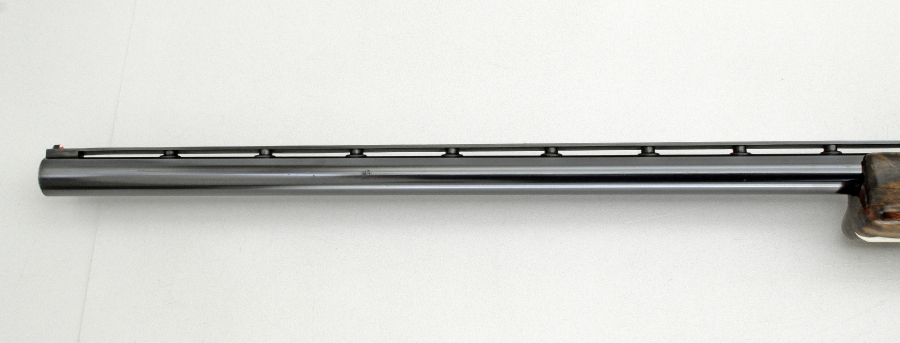
The finishes are Royal hot salt bluing on the barrel, scope bases and rings with color case hardening for the sling bases, magazine bottom, trigger guard, skeleton grip cap and butt plate. The bolt and trigger are heat-treated, medium phosphorous nickel-plated.
The original plan called for the receiver to be color case hardened, but Rocky discovered that, because of the metallurgy of the receiver, this could not be done and still have a safe action. Therefore, the receiver was cold rust blued with the customer’s consent.
A Leupold VX-3 2.5-8x36mm scope was chosen to complement both the rifle and the cartridge for which it is chambered.
Leupold is, by far, the scope brand most commonly chosen for bespoke rifles and the VX-3 2.5-8×36 is, perhaps, Leupold’s most useful and versatile hunting scope.
Practically everyone on the Guns and Shooting Online staff owns one or more of these scopes and can attest to its quality, durability and versatility.
During the building of the rifle, two changes had to be made to the original specification: the aforementioned cold rust bluing of the receiver and deleting the (planned) iron sights.
The original intention to fit the latter was the reason for using quick detachable scope bases. Changes were made to the shape of the receiver; the thinned bolt handle and low rear scope mount cantilever were intended to lower the iron sights as close to the bore as possible.
However, after a trial peep sight was latched to the rear scope base, the required front sight was 1-1/2 inches above the centerline of the barrel. A ramped sight of this height would have been aesthetically unpleasant, so the iron sights were deleted. This turned out to be a Catch 22 situation in that the quick detach bases themselves added nearly ½ inch to the elevation of the scope and the front ramp. Sometimes, the gun itself will dictate how it has to be built.
Specifications
Load Development (by Rocky Hays)
The customer requested hand loads using Woodleigh 160 grain Weldcore and Barnes 130 grain TSX bullets. When I do load development, I blueprint each case, uniform the primer pocket and flash hole, re-size and trim to length. I take portable loading equipment to the range, so I can load one round and shoot it.
That way, the barrel is always cold when fired. In addition, if I have an unacceptable load, I don’t have others like it. I shoot from a bench rest using a Lead Sled and try to hold the gun the same way for each shot. I record weather data and chronograph every shot. The idea is to remove all possible human and weather-induced variables.
I found one line of load data for IMR 4350 powder in an old reloading manual to use as a starting point. 36.8 grains was supposed to yield 2100 feet per second (fps) for the 140 grain bullet and 34.0 grains was supposed to yield 1900 fps for the 160 grain bullet.
The first load tried in the new rifle used 36 grains of Hodgdon 4350 powder and a 130 grain Barnes TSX bullet. Winchester primers and new Norma brass were used for all loads.
The chronographed velocity was 2636 fps 10′ from the muzzle. The fired primer showed signs of slight cratering, so experimenting with this load was discontinued.
The second load I tried was 34 grains of Hodgdon 4350 with a 156 grain Norma bullet. This chronographed at 2555 fps and showed the same slight primer cratering. Again, testing was stopped. I concluded that the old load data was essentially useless with modern bullets and powders in this rifle.
I reduced the minimum load to 32 grains of H4350 and fired 30 test rounds. I switched to Accurate 4350, which lowered the muzzle velocity by about 200 fps. The average 100 yard group size was 2-1/2″ with either 4350 powder, which I regarded as unsatisfactory for this rifle.
I then tried IMR 3031 powder. This yielded an appropriate muzzle velocity of 2124 fps with the 156 grain Norma bullet and a 1-5/16″ group size. Better accuracy, but still not what I was looking for.
I moved on to IMR 4895 powder. 28.8 grains yielded a 1″, five shot group. IMR 4895 clearly agreed with this rifle. It should be noted that the maximum load with IMR 4895, according to the reloading manual, is 34 grains. I exceeded that muzzle velocity by 100 fps with 30 grains of powder.
The following trip to the range was to develop a hunting load using IMR 4895 powder. I used Woodleigh Weldcore 160 grain bullets and Winchester WLR primers. The results were as follows:
powder (gr) velocity (fps) avg. 100 yd. group std. deviation
28.6 2043 1-1/16″ 217
28.8 2110 1″ 107
29 2181 3/4″ 69
29.2 2219 3/4″ 104
29.4 2251 1″ 207
29.6 2278 1-1/8″ 125
29.8 2302 1″ 114
30 2323 1-1/4″ 181
The next range day was devoted to the Barnes 130 grain TSX bullet, with IMR 4895 and Winchester WLR primers:
powder (gr) velocity (fps) avg. 100 yd. group std. deviation
29.8 2094 fps 1-3/4″ 69
30 2145 1-3/4″ 71
30.2 2186 1-1/2″ 57
30.4 2194 15/16″ 62
30.6 2115 15/16″ 53
30.8 2232 5/8″ 14
31 2260 3/4″ 64
31.2 2289 1-1/2″ 87
31.4 2330 2-3/4″ 106
It became obvious that pushing the 130 grain bullet much over 2260 fps in this barrel degraded the accuracy, perhaps due to the 1:8″ twist.
By the end of the third day at the range, I had fired nearly 250 rounds and had developed sufficient loading data for each of the requested bullets. The targets indicated I could switch between the 130 grain and 160 grain bullets without re-adjusting the scope.
Next, I loaded more of the selected loads with 130 and 160 grain bullets and shot both bullet weights at the same target to form a composite group.
The 130 grain bullets produced a group that was centered 7/8″ high and right from the bull’s eye.
The 160 grain group was centered 9/16″ low and left from the bull’s eye, which means that there was only about 1-1/2″ between the centers of impact of the two bullet weights. Compared to the size of a big game animal, this is negligible.
Conclusion
If you are interested in ordering a custom made gun, or would just like to see some of the world’s best custom firearms and meet the builders, take a trip to Reno, Nevada in January.
Every year, the Firearm Engravers Guild of America and the American Custom Gun Makers Guild hold a combined three day show. I strongly recommend that every gun enthusiast go to this show at least once. You will see some amazing firearms up close and in person.
If you attend the Reno show, or in some other way choose a custom gun builder, the first thing to know is that most members of FEGA and ACGG do not consider themselves just “gun makers.” They are artists and guns are their medium. Second, you will need to be patient.
Most of them will not be able to give you a firm completion date. I know of builders who have sent customers’ guns back, unfinished, because the customers became too impatient.
Understand that there are several types of gun makers. One is the gunsmith specialist, who makes the mechanics of the gun–the metal parts. Some of them specialize in only one type of action, such as Mauser 98, Winchester 70, etc.
Then those action parts are sent to an engraver for design and engraving, to a stock maker/checkerer and then to a metal finisher.
The finished parts go back to the original gunsmith, who assembles the gun. The customer can choose an engraver, stock maker and finisher whose style he likes.
You end up with a gun that has several names associated with the finished firearm. Things will usually move faster than if the gun is built and finished entirely by one person.
At the other end of the spectrum are gun makers like Rocky. He is an engraver, machinist, woodworker and metal finisher. When a gun comes into his shop, it almost never leaves until it is finished. You will find that if you choose a gun maker like Rocky, things will move slowly. Rocky has no employees and works entirely alone.
If you are going to have a custom rifle made, the details for every part of the gun should be determined in consultation with the builder. This includes, but is not limited to, the barrel (length, brand, contour, twist and crown), action (type, brand and details), trigger, stock (material, grade, checkering style and coverage, butt plate/recoil pad, dimensions, etc.), all finishes and accessories.
Commissioning a custom gun is literally participating in the design and construction of your own, functional, work of art. It takes a lot of time, effort and decision making to produce a true custom-built gun, but the finished firearm is all yours. It is unique and, as you can tell from the photos accompanying this article, worth the wait.
In closing, we would like to reiterate that the rifle that is the subject of this article was not built to sit in a display case. It was built for hunting and will soon be on safari in Africa. It is not only beautiful, it is completely functional and superior, for the owner’s purpose, to any mass produced rifle.
It fits him perfectly and mounts quickly, to speed that first, all important shot. It has a superior trigger tuned to the owner’s specification and a very smooth, controlled feed action with a rotary magazine for maximum reliability.
It is very accurate using the exact cartridge and bullets specified by the owner. It is, in fact, a superior hunting implement. Of course, he could take an ugly, functionally inferior rifle on safari, but why would he want to if he doesn’t have to?
